La lavorazione di prodotti farmaceutici necessita di un controllo preciso di cicli di temperatura ben definiti, tante volte ne abbiamo parlato. Di recente abbiamo consegnato una nuova centralina di termoregolazione da laboratorio, dedicata al riscaldamento e alla termoregolazione di soluzioni iniettabili.
La centralina viene impiegata nell’ambito di produzioni di laboratorio e test, in abbinamento a una macchina che fa compiere un ciclo termico definito a una soluzione iniettabile.
L’obiettivo dell’applicazione pharma del cliente è ottenere precisione della temperatura e il suo mantenimento entro tolleranze ben definite e impostabili/programmabili.
La soluzione è completa di interfaccia remota per registrazione con datalogger dei risultati. La centralina è in esecuzione full inox, adatta a operare in ambiente pharma.
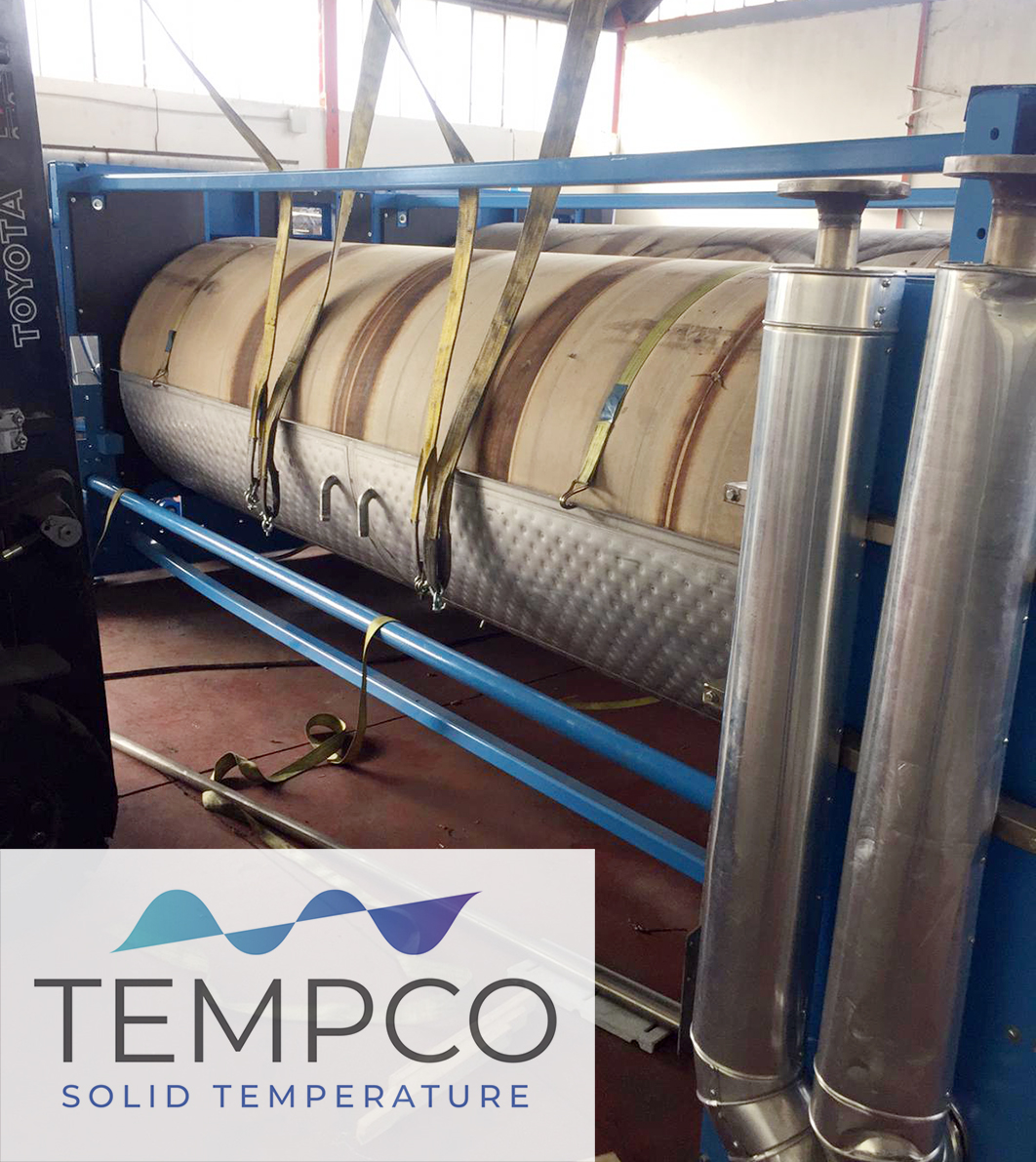
Mangano da stiro è una parola sconosciuta ai non addetti ai lavori. Si tratta in pratica di grandi ferri da stiro, macchinari che vengono impiegati in grandi lavanderie industriali per la stiratura automatica. Una nuova e curiosa applicazione degli scambiatori TCOIL che abbiamo sviluppato di recente vede questa tipologia di scambiatori impiegata proprio nella realizzazione di mangani da stiro.
Abbiamo nello specifico realizzato le culle di queste grandi macchine da stiro con scambiatori TCOIL speciali, con lato superiore ad alto spessore e superficie lucidata, e lato inferiore rigonfiato. All’interno delle piastre rigonfiate del TCOIL passa olio diatermico. Il TCOIL nel mangano da stiro può infatti venire riscaldato utilizzando vapore oppure olio diatermico, raggiungendo la temperatura di circa 120/130° C.
La biancheria viene quindi fatta passare tra la culla e il cilindro che si vede montato nelle immagini. In tutto paragonabili a grandi ferri da stiro, questi mangani da stiro sono solitamente impiegati per asciugare e stirare biancheria piana, come lenzuola, tovaglie, asciugamani.
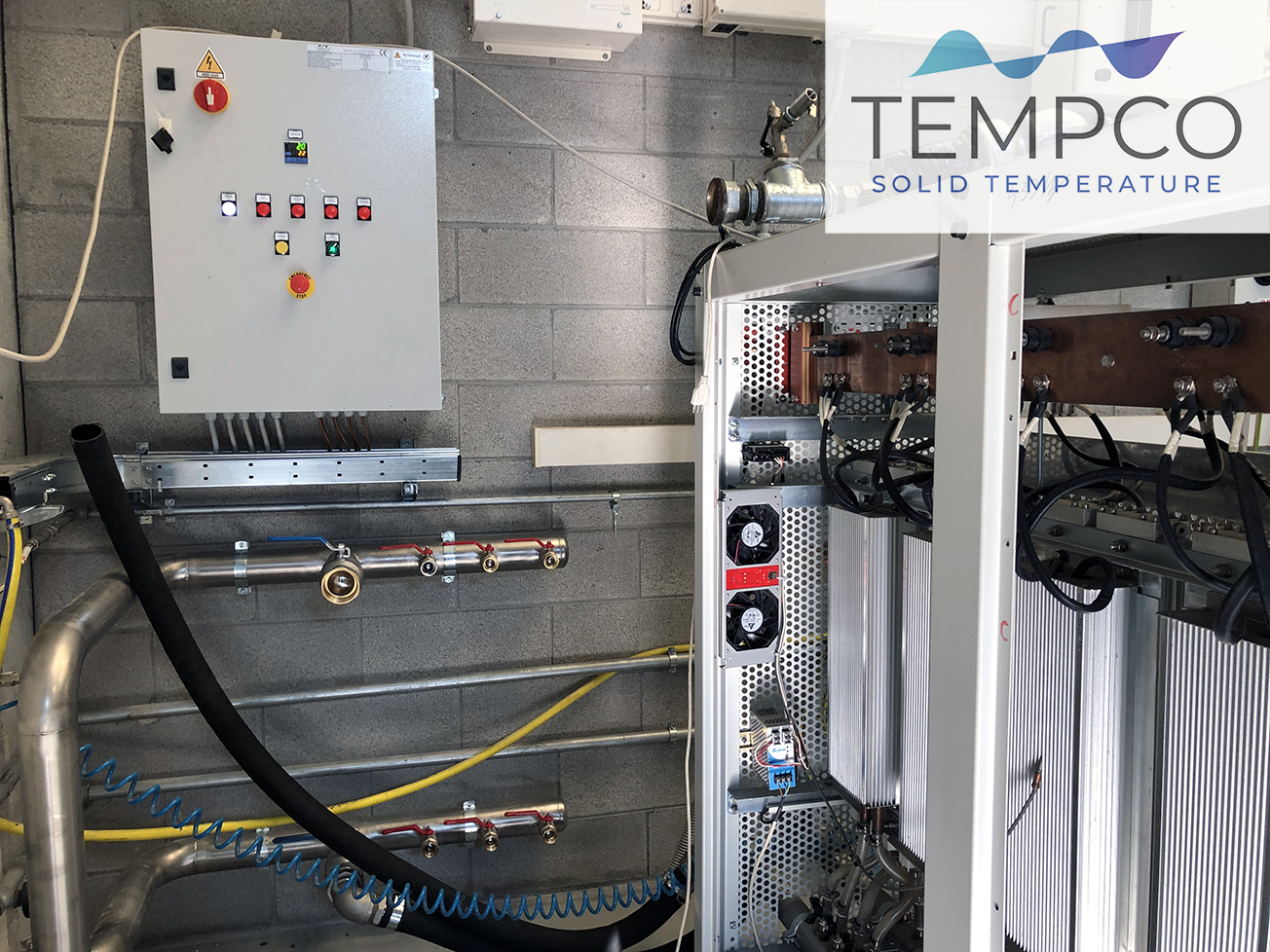
Questa settimana abbiamo installato un impianto di raffreddamento dei carichi elettrici resistivi impiegati per simulare il funzionamento di inverter di potenza. L’impianto è stato commissionato dalla CRS, società di Merate che da oltre 20 anni progetta e realizza inverter e alimentatori di potenza industriali.
L’azienda necessitava nello specifico di un impianto di dissipazione e raffreddamento per il test dei carichi nelle operazioni di collaudo e verifica del funzionamento dei propri inverter. Per l’applicazione abbiamo fornito un dry cooler installato in esterno e realizzato il sistema di distribuzione e pompaggio dell’acqua fredda nelle due zone di collaudo.
L’installazione è avvenuta con piena soddisfazione del cliente. Il sistema di distribuzione è stato realizzato in loco, e tutti i tubi impiegati sono in acciaio inox.
Parliamo oggi di dry cooler, nello specifico di dry cooler autodrenanti. Innanzitutto, un dry cooler è uno scambiatore di calore aria/acqua che serve per il raffreddamento di acqua sfruttando l’aria ambiente. A differenza di una torre evaporativa, un dry cooler offre semplicità installativa sempre in esterno, facile gestione e raffreddamento dell’acqua a circuito chiuso, senza che l’acqua venga mai a contatto diretto con l’aria esterna. Il fluido da raffreddare circola infatti all’interno di tubazioni, mentre lo scambiatore presenta un pacco alettato, spesso con tubi in rame e alette in alluminio, ma anche con tubi in acciaio inossidabile e alette in alluminio, o tubi e alette in ferro, a seconda delle esigenze applicative e del tipo di fluido da raffreddare (acqua, acqua glicol, oli idraulici, olio diatermico ad esempio).
Il dry cooler è inoltre una soluzione di raffreddamento piuttosto economica, in quanto l’unica energia consumata è quella impiegata dai ventilatori per il ricircolo dell’aria.
I limiti di un impianto di dry cooling sono strettamente legati alla temperatura dell’aria esterna che viene impiegata per il raffreddamento. In estate è infatti possibile raffreddare il fluido in uscita a una temperatura che al massimo può essere 5-10° C superiore alla temperatura dell’aria esterna.
Al contrario, in inverno quando la temperatura scende al di sotto degli 0° C vi è il rischio che l’acqua all’interno delle tubazioni dello scambiatore geli, portando a rotture spesso gravi dell’impianto. In questo caso due sono le soluzioni: se le peculiarità del processo lo consentono si impiega acqua glicol, altrimenti la soluzione è ricorrere a dry cooler auto-drenanti. Questi provvedono al drenaggio automatico di tutta l’acqua dal circuito dello scambiatore, grazie a pacco di scambio montato inclinato e una circuitazione apposita dotata di valvole per il completo scarico dell’acqua.
Infine, sulla parte della tecnologia di ventilazione negli anni i dry cooler hanno aumentato notevolmente la loro efficienza energetica grazie all’impiego di ventilatori EC a controllo elettronico, che nelle diverse stagioni provvedono a regolare la velocità dei ventilatori, e quindi a ridurre al minimo indispensabile il consumo energetico e la rumorosità, adeguando il funzionamento alle condizioni ambientali di temperatura e alle effettive richieste dell’impianto.
Tempo di dematerializzazione in Tempco… nel nostro cammino verso la digitalizzazione abbiamo compiuto un passo in più eliminando i documenti di archivio dopo 12 anni di conservazione.
Fedeli alla cultura del recupero, recupero termico e non solo, abbiamo cercato una maniera green di reimpiegare tutta la carta uscita dal trita documenti. Abbiamo quindi trovato una fattoria nella nostra zona, la Fattoria Besana, che si occupa di animali con problemi da sensibilizzazione da fieno, che impiega trucioli di carta come lettiera.
La lettiera in carta è infatti ecologica, assorbente e non produce polvere. Rappresenta quindi la soluzione ideale per cavalli con problemi di respirazione, e una alternativa valida ed economica al fieno depolverato.
Ci è sembrato un buon esempio di economia circolare. Il bellissimo cavallo nelle foto si chiama Egano 7 ed è allergico al fieno, e per questo viene alimentato solo con fieno depolverato o bagnato.
Delta T medio logaritmico, LMTD. No non parliamo di aritmetica, ma della scelta e dimensionamento degli scambiatori di calore.
Il Delta T medio logaritmico è la differenza tra le temperature del fluido primario e del fluido secondario in uno scambiatore, necessario al calcolo e dimensionamento della superficie di scambio termico di uno scambiatore di calore.
Si tratta di un fattore determinante che serve spesso a capire anche la tipologia di scambiatore che è meglio adottare per una determinata applicazione.
Lo scambio termico tra due fluidi a temperature molto vicine è infatti molto lento, mentre sarà ad esempio molto facile riscaldare dell’acqua fredda portandola a una temperatura di 70° C avendo a disposizione vapore a 130° C.
Per lo stesso principio, il recupero di calore è molto più efficiente se si dispone di poca acqua a temperatura molto alta piuttosto che molta acqua tiepida.
Gli scambiatori di calore a piastre consentono di lavorare nello specifico con Delta T logaritmici molto ristretti, potendo funzionare in controcorrente e con moto turbolento molto spinto che aumenta il coefficiente di scambio. I coefficienti di scambio sono invece più bassi per uno scambiatore a fascio tubiero, che richiede quindi un delta T logaritmico più ampio. Il delta T medio tende poi ad ampliarsi ulteriormente per scambiatori a pacco alettato aria/acqua o aria/vapore, con superfici di scambio molto elevate.
La regola generale è che il delta T medio logaritmico è inversamente proporzionale alle superfici di scambio. Anche mezzo grado di differenza ha quindi un impatto molto sensibile sulla superficie di scambio necessaria e sulle dimensioni e sul costo dello scambiatore.
In Tempco siamo a vostra disposizione per farvi qualche esempio di calcolo!
Abbiamo di recente realizzato un’interessante applicazione per il raffreddamento di soluzione di soda impiegata nelle inertizzazioni nel settore petrolchimico.
Il sistema impiega uno scambiatore di calore a piastre servito da un gruppo frigorifero, che fornisce soluzione incongelabile acqua/antigelo a 0° C per il raffreddamento di soluzione di soda al 4%. La soluzione di soda proviene dal processo di depurazione e inertizzazione delle condense dello stabilimento petrolchimico, con una temperatura di ingresso nello scambiatore a circa 45° C, e temperatura in uscita a circa 25° C.
Il trattamento delle condense di uno stabilimento petrolchimico avviene mediante uno scambiatore a letto misto di resine cationiche e anioniche forti, che provvede a rimuovere eventuali ioni presenti nelle condense raffreddate a 45° C, onde prevenire possibile inquinamento da idrocarburi. Le resine esauste vengono quindi rigenerate con soluzioni di acido solforico e soda al 4%.
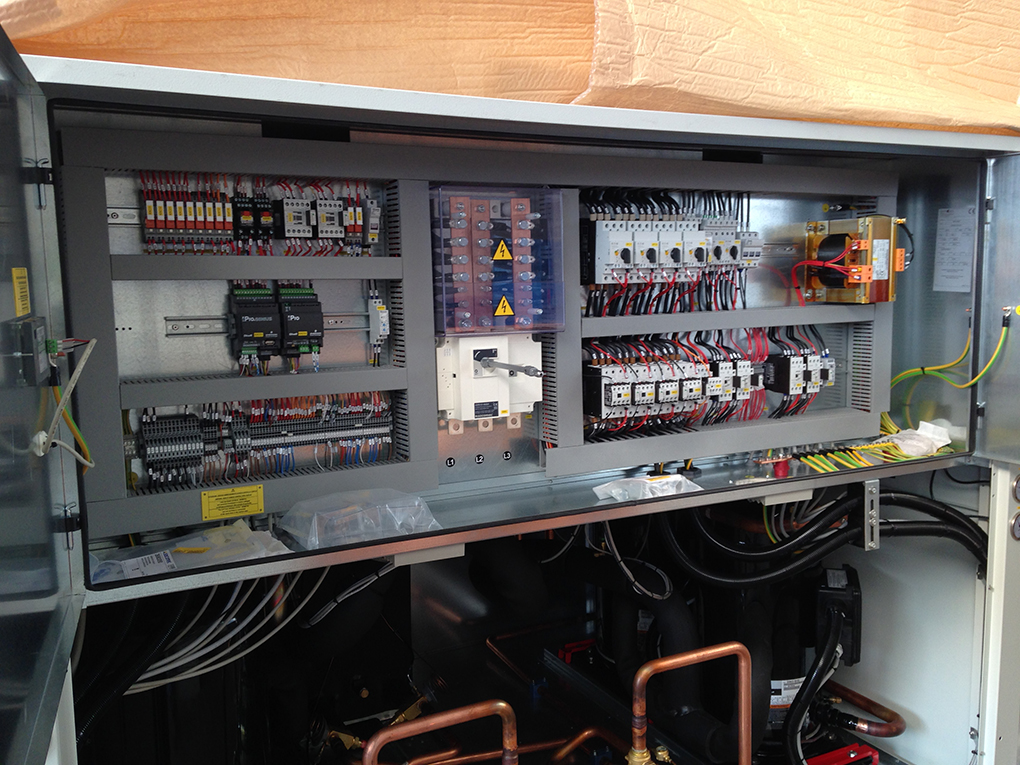
Lo scambiatore di calore ha piastre in titanio, per resistere alla corrosione da possibili concentrazioni di cloruri, potenza di 500 KW termici e tubazioni di connessione rigide e flessibili per facilitare le operazioni di montaggio sul campo.
Il chiller provvede alla dissipazione del calore asportato dalla soluzione di soda, e deve funzionare 365/24. L’impianto è stato quindi studiato con ridondanze multi-compressore e multi-circuito, per garantire che il processo di inertizzazione non si arresti anche in caso di guasto parziale. Il gruppo frigorifero è inoltre stato dimensionato per le condizioni estive più sfidanti, per garantire massima efficienza in tutte le condizioni climatiche invernali/estive. Una regolazione a step permette di modulare la potenza in base alla stagione e alla effettiva richiesta termica.
Le centraline di termoregolazione industrialeTempco vengono fornite collaudate e testate ai clienti. Si tratta quindi di riempirle del fluido di lavoro e farle partire, operazione che è però delicata e cruciale per l’ottimale funzionamento della centralina.
Il riempimento è un passaggio delicato. Se il fluido di riempimento è acqua o acqua pressurizzata, il discorso è più semplice, in quanto l’acqua è più fluida e scorre bene all’interno del circuito dell’impianto, senza creare problemi di evacuazione delle bolle d’aria. Il procedimento diventa delicato quando la centralina lavora con olio diatermico: l’olio è infatti più viscoso e trattiene le bolle d’aria.
Sembra banale, ma il primo passo da fare dopo l’installazione e il collegamento è verificare il senso di rotazione della pompa. Questo per due motivi, innanzitutto garantire le prestazioni nominali della macchina, quindi in secondo luogo se il senso di rotazione è invertito si vanno a danneggiare le molle a spirale delle tenute meccaniche della pompa.
Si può allora iniziare a riempire molto lentamente la centralina di termoregolazione, avendo cura di sfiatare completamente l’aria presente nel circuito. Eliminata tutta l’aria, si procede a un primo avviamento della centralina, facendo partire la pompa a freddo e controllando il manometro sulla mandata della pompa, che deve indicare pressione stabile sul valore nominale di lavoro. Diversamente, se la lancetta balla, significa che vi è ancora presenza di aria, che va spurgata. Va quindi ripetuto il ciclo di sfiato, fino a che la pressione si stabilizza.
Certi quindi di avere eliminato tutta l’aria, si inizia a fare salire la temperatura, impostando sul termoregolatore una temperatura intermedia rispetto a quella prevista di funzionamento, sempre verificando che il manometro sia stabile. L’operazione va ripetuta fino a raggiungere la temperatura finale di lavoro.
La procedura di avviamento per centraline a olio diatermico molto complesse può quindi richiedere anche una intera giornata, ma va tassativamente rispettato. In particolare, il primo riscaldamento va fatto molto lentamente e per gradi, per assicurarsi che non vi sia aria nell’impianto, evitando danni alle componenti meccaniche della centraline, quali tenute meccaniche e resistenze di riscaldamento.
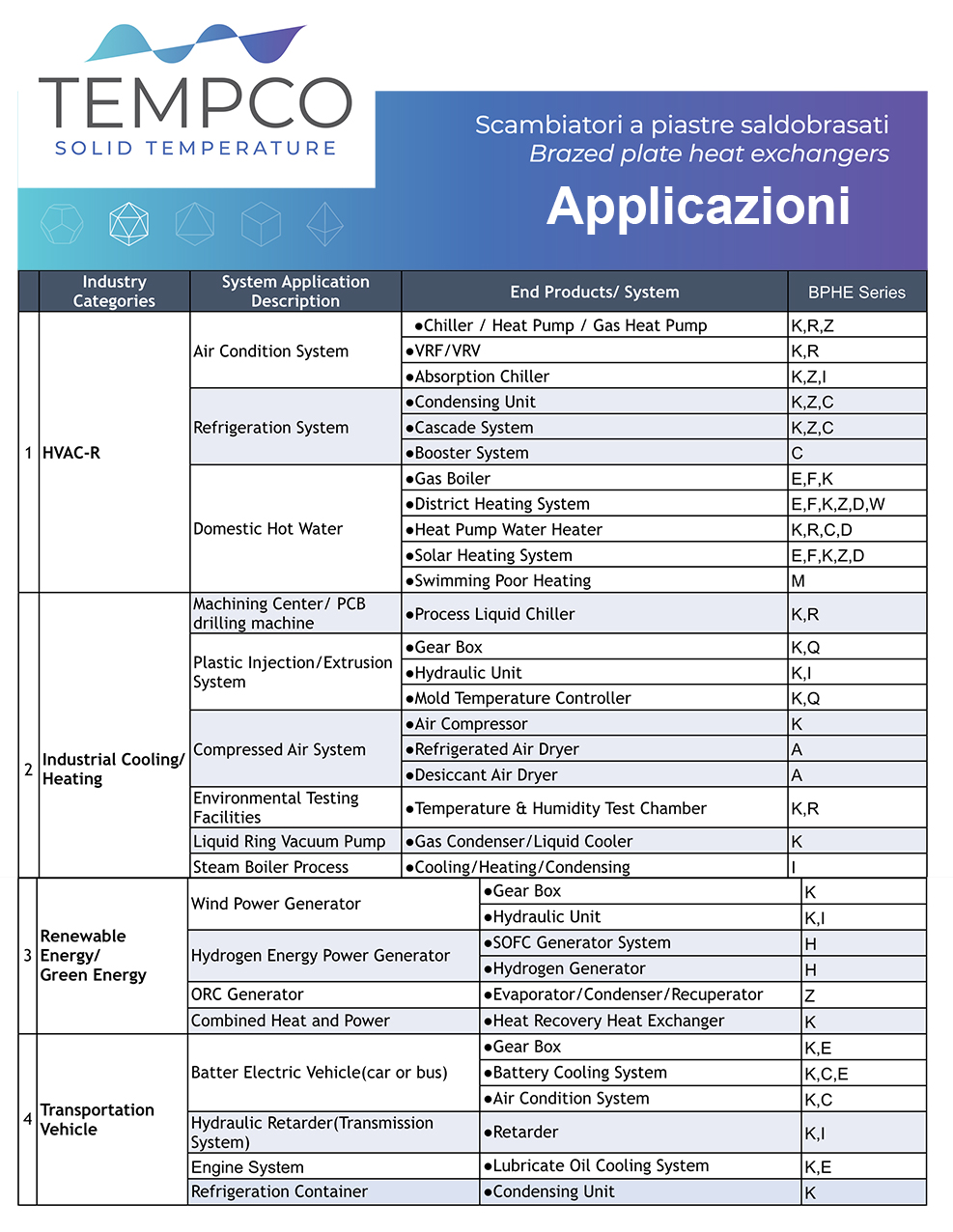
Parlando di scambiatori a piastre saldobrasati, la nuova serie R di scambiatori di calore offre coefficienti di trasferimento termico migliorati del 10%, ed è ottimizzata per applicazione in pompe di calore e sistemi HVAC. Il materiale di brasatura impiegato è il rame, per un range massimo di pressione compreso tra 30 e 45 bar, mentre la massima temperatura di lavoro è di 200° C.
Gli scambiatori sono disponibili in due formati, e possono avere fino a un massimo di 120 piastre, disponibili con diverse combinazioni di corrugazione della superficie di scambio H, M e L.
Numerosi sono quindi gli ambiti applicativi, a partire da sistemi HVAC e raffreddamento e riscaldamento industriale, ad esempio su centri lavoro e macchine utensili, stampaggio a iniezione di materie plastiche e compressori. Molto interessanti sono quindi le possibili applicazioni che questi scambiatori a piastre saldobrasati possono avere nel settore delle energie rinnovabili, per scatole ingranaggi e unità idrauliche in generatori eolici, come evaporatori, condensatori e per recupero di calore in cogenerazione e impianti ORC, ma anche nei veicoli per il trasporto, non solo per il raffreddamento dell’olio motore ma anche ad esempio per il raffreddamento delle batterie in veicoli a trazione elettrica, auto o bus elettrici.
TEMPCO studia e realizza sistemi e soluzioni per il raffreddamento, riscaldamento, termoregolazione e scambio termico, nei differenti processi produttivi industriali.