An interesting report by IDTechEx gives an update on the ongoing trend of liquid cooling solutions for data centers. Quite interesting is in particular the data reported by Nvidia related to its data center’s revenue during the second-quarter of 2023, which reached a record of USD 10,32 billion, up 141% from the previous year quarter and up 171% from a year ago.
The increasing demand for high-performance servers in data centers makes thus the environmental impact of these structures a growing problem. In this framework, Nvidia has announced in 2022 its new plan for reducing the energy consumption of data centers, crunching massive amounts of data or training AI models. The company has developed its new liquid-cooled compute card, reporting that it consumes 30% less power than the air-cooled version.
With the increasing thermal design power of chips, indeed traditional air-cooling struggles to meet cooling requirements. IDTechEx believes that by 2033, the yearly revenue of data center liquid cooling hardware will exceed USD 900 million, representing significant opportunities, as stated in the report ‘Thermal management for data centers 2023-2033’.
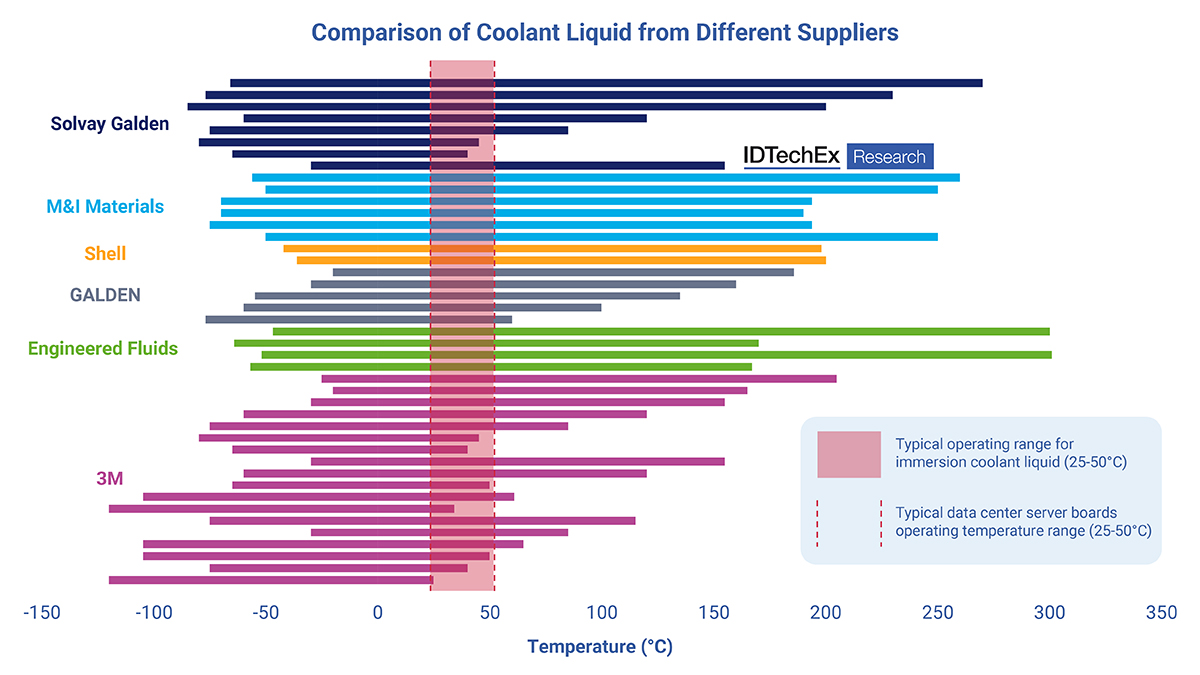
Tabella comparativa dei liquidi refrigeranti dei principali brand disponibili sul mercato per raffreddamento a liquido dei data center
Although direct-to-chip cooling (D2C, also known as direct liquid cooling, DLC) has been widely adopted, D2C cooling can only cool a limited number of major components, such as chipsets and GPUs, rather than the entire board. Immersion cooling of servers, on the contrary, offers a high and evenly distributed cooling. Considering the average immersion temperature range involved, as reported in the comparison table here above, Tempco thinks there are wide opportunities for free cooling in these applications, further increasing the energy saving benefits. It is therefore possible to supply thermal dissipation systems using dedicated dry coolers, both dry systems and adiabatic whenever the ambient air temperatures rise. Tempco can supply as well free cooling solutions in immersion cooling applications with TCOIL exchangers.
 Finally, as IDTechEx reports, the process of submerging the servers into tanks can be cumbersome and require significant retrofitting of existing rack-based data centers. Also there are upfront costs, as IDtechEx estimates that an immersion cooling tank can cost around USD 4.000, plus the cost of coolant liquid per tank to be filled. But overall, despite the relatively high upfront costs, the total cost of ownership of immersion cooling in data centers can be highly beneficial thanks to the high amount of energy saving that it achieves.
Finally, as IDTechEx reports, the process of submerging the servers into tanks can be cumbersome and require significant retrofitting of existing rack-based data centers. Also there are upfront costs, as IDtechEx estimates that an immersion cooling tank can cost around USD 4.000, plus the cost of coolant liquid per tank to be filled. But overall, despite the relatively high upfront costs, the total cost of ownership of immersion cooling in data centers can be highly beneficial thanks to the high amount of energy saving that it achieves.
Stay updated on the latest applications of thermal energy management by subscribing our monthly Tempco Newsletter – Solid Temperature.