How connections on plate heat exchangers are made to avoid contact between the fluid and carbon steel? This is a question that I’m often asked for.
If the fluid employed within the exchanger presents no particular problems in getting in contact with carbon steel, the fluid entering the flange of the exchanger gets then in direct contact with the material. Thereafter, it enters the exchanger and here it gets in contact with the stainless steel of the plates. But very often, it is necessary to avoid the contact of the fluids with components and materials that are prone to oxidation and corrosion. In this case, it is mandatory to avoid any possible contact of the fluid with carbon steel
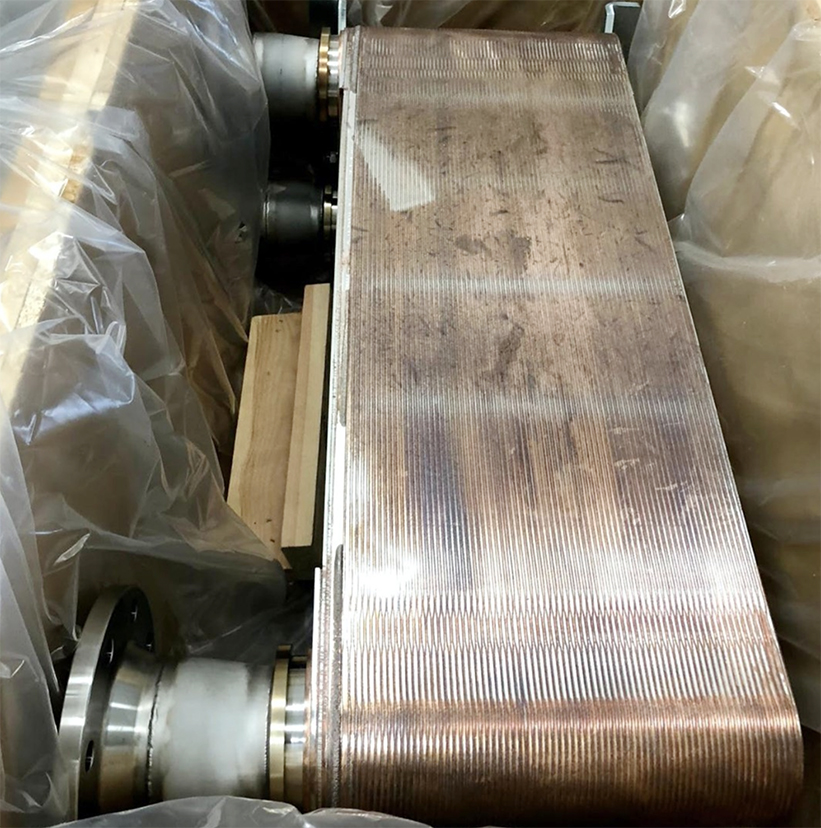
Plate heat exchangers can have two main connection options, with flanged or threaded connections. Flanged connections make the trick quite easy, in fact it’s sufficient to coat the body in the nozzles area using elastomers, such as nitrile, ethylene-propylene or viton, or using stainless steel AISI 304 or AISI 316. The inner part of the body in the nozzle area is protected as well by this lining. The gasket of the first plate gets then in contact with the circular ring of this lining, so that the fluid flowing through the body enters between the first two plates, never getting in contact with carbon steel. The final plate is a blind plate, so it never gets in contact with carbon steel either, remaining always in contact only with the plates in stainless steel.
Speaking of it, fluids never flow between the first plate and the body, they always enter directly between the first two plates.
On plate heat exchangers with threaded connections, the nozzles – made in stainless steel or using plastic materials in case of aggressive fluids such as sea water or acids – have a sort of counterpart which gets in contact with the gasket, and is held back by the body. So that here as well the fluid entering the exchanger gets only in contact with stainless steel and the materials of gaskets. Never getting in contact with carbon steel, paint or other materials that are prone to corrosion.
Finally, the problem doesn’t even exist in plate heat exchangers for food and beverage applications, where hygienic requirements force to employ full stainless steel executions.
Stay updated on the latest applications by subscribing our monthly Tempco Newsletter – Solid Temperature.